Патрыманыя машыны пры няправільным сыходзе пакрываюцца карозіяй. Часам, калі своечасова не ліквідаваць гэтую праблему, патрабуецца поўная замена асобных частак кузава. Пры гэтым без зварачных работ не абысціся. А зварка кузава аўтамабіля сваімі рукамі патрабуе навыкаў і хоць бы невялікага вопыту.
Для зварных работ з аўтамабільным кузавам найбольш прымальным варыянтам з'яўляецца выкарыстанне паўаўтаматычнай зварачнага апарата. Гэта дазваляе працаваць з любой таўшчынёй матэрыялу: ад 0,7 да 4 мм. У гэты інтэрвал ўкладваюцца як, напрыклад, больш тонкія крылы, так і магутныя лонжероны.
змест
- 1 Спосабы злучэння элементаў пры аўтамабільнай зварцы
- 1.1 стыкавыя спалучэнне
- 1.2 Злучэнне внахлест
- 1.3 зварныя электрозаклепки
- 2 Тыпы зварных швоў
- 2.1 суцэльны перарывісты
- 2.2 Суцэльны
- 2.3 кропкавы
- 3 Размяшчэнне шва
- 4 Падрыхтоўка матэрыялу да зваркі
- 5 Рэгуляванне зварнога току
- 6 Настройка рэгулятараў
- 6.1 Першы выпадак
- 6.2 Другі выпадак
- 6.3 трэці выпадак
- 6.4 Чацвёрты выпадак
- 7 Магчымыя праблемы пры эксплуатацыі зварачнага полуавтомата
- 7.1 Няправільны выбар велічыні току
- 7.2 Няякасная рэгуляванне прыціску ў які падае механізме
- 7.3 Невялікі расход газу
Спосабы злучэння элементаў пры аўтамабільнай зварцы
Розныя вузлы і варыянты рамонту машыны з выкарыстаннем зварачных работ мяркуюць адрозны падыход для спалучэння новых уставак са старым кузавам. Разгледзім тры асноўных спосабу ўсталёўкі металічных латок.
стыкавыя спалучэнне
Зварка кузава аўтамабіля полуавтомату часцей за ўсё праводзіцца з дапамогай стыкавага злучэння. Такім спосабам не ствараюцца дадатковыя непатрэбныя патаўшчэнні на корпусе. Выкарыстоўваецца гэты метад пры вваривании латак або невялікіх уставак, не якія падвяргаюцца вялікаму высілку на разрыў.
тыпы злучэнняў
Перад працай з Латка можна зняць фаскі са бакоў, якія плануецца прыварваюць.
Калі таўшчыня ліста да 2 мм, то можна абысціся без фасак. Такі спосаб спалучэння патрабуе больш карпатлівай падганяння ўварваецца дэталі і падрыхтаванага ўчастка корпуса аўто. Зазоры неабходна звесці да мінімуму, а ў ідэале трэба абысціся без іх. Спосаб ужываецца звычайна для асабовых вонкавых элементаў.
Пры выкананні гэтай аперацыі зваршчык павінен мець досыць высокую кваліфікацыю.
стыковой зваркі
Праца праводзіцца з прымяненнем суцэльнага кропкавага шва. Якасны вынік не мае патрэбы ў працаёмкай рыхтоўцы і працяглай зачыстцы. Часам хапае шпатлёўкі і заціркі шва. Больш за тоўстыя лісты жалеза лягчэй паддаюцца зварцы, таксама яны могуць быць праварыць суцэльным кропкавым швом. Тонкі ліст варыць цяжэй.
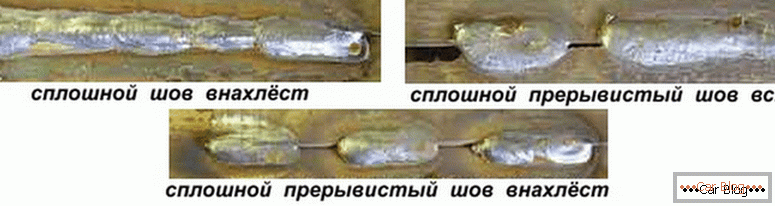
злучэнне внахлест
Такое злучэнне найбольш простае і таму атрымала вялікі распаўсюд сярод аўтамабільных зваршчыкаў. Так, адзін з кавалкаў металу накладваецца на іншы, пры гэтым цалкам перакрываецца адтуліну, якое трэба залатаць.
Нахлест пры зварцы
Метад падыходзіць для зваркі сілавых канструкцый: парогаў, ланжэронаў і г.д.
зварныя электрозаклепки
Такі спосаб з'яўляецца хутчэй разнавіднасцю нахлестного злучэння. Пры гэтым ён падобны з кропкавай зваркай. Яго актыўна выкарыстоўваюць у аўтамабільнай зварцы. Напрыклад, ён ужываецца для ўстаноўкі новых крылаў, узмацняльных накладак на каркас кузава.
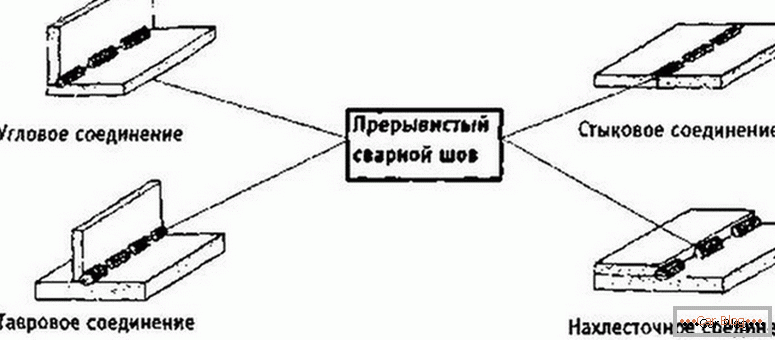
Тыпы зварных швоў
Не гледзячы на спосабы спалучэнняў, у кожным выпадку тэхналогія зваркі паўаўтаматы прадугледжвае выкарыстанне розных тыпаў швоў. Ёсць тры папулярных варыянту швоў:
- суцэльны;
- кропкавы;
- суцэльны перарывісты.
тыпы швоў
Кожны з іх можа накладвацца ў любым са спосабаў спалучэнняў, як пры нахлестом, так і пры стыкавых злучэннях.
Чытайце таксама: Што рабіць, калі пацеюць фары знутрысуцэльны перарывісты
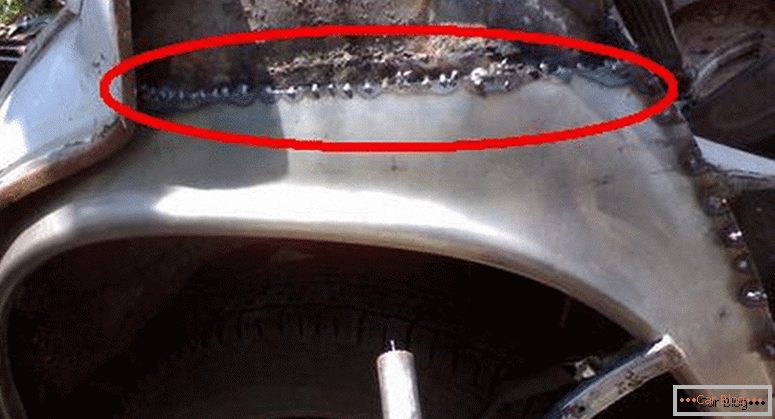
Такі шво ўяўляе сабой перыядычнае чаргаванне суцэльных участкаў і незалитых металам парываў. Інтэрвалы свабодныя ад залівання выканаўца падбірае самастойна. Гэта робіцца для таго, каб не «пацягнула» метал ўварваецца элемента або каркасную канструкцыю на аўтамабілі.
У гэтым выпадку памяншаецца перагрэў лістоў, што спрыяе незменению трывальных фізічных уласцівасцяў сталёвага сплаву, з якога выкананы спалучаныя часткі.
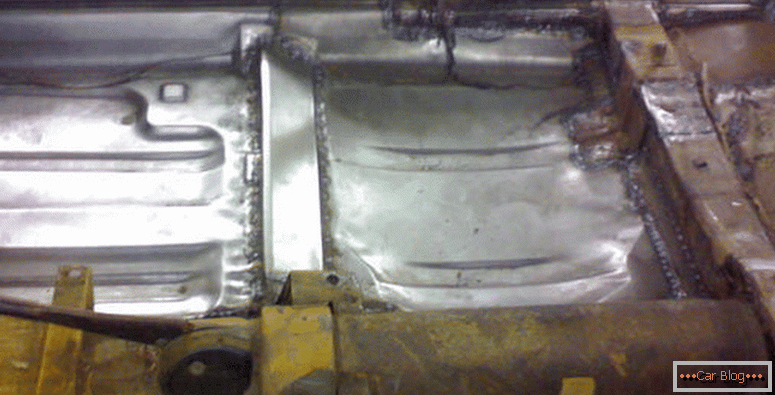
суцэльны
Можа мець выгляд бесперапыннага «заліцця» расплаўленым металам, а таксама выглядаць як вялікая колькасць кропкавых сварок, размешчаных вельмі блізка адзін да аднаго. Такі спосаб практычна не мае прымянення ў аўтамабільнай канструкцыі. Хоць ён можа выкарыстоўвацца практычна з любой таўшчынёй металу.
Выкарыстанне такога шва памяншае «эластычнасць" усёй канструкцыі. Таксама могуць паўстаць усталостную расколіны падчас эксплуатацыі машыны.
кропкавы
Назва гаворыць сама за сябе. Зварка полуавтомату і далучэнне лістоў металу праводзіцца з дапамогай зварных кропак, якія размяркоўваюцца ўздоўж лініі спалучэння праз зададзены інтэрвал. Адлегласць паміж такімі кропкамі задаецца з тэхналагічнай неабходнасці і можа быць ад некалькіх сантыметраў да некалькіх міліметраў.
Размяшчэнне шва
Правядзенне работ можа адбывацца ў розных плоскасцях:
- гарызантальна «зварка зверху»;
- гарызантальна «зварка знізу»;
- вертыкальны шво.
Найбольш зручным з'яўляецца варыянт са зваркай «зверху». Пры такім становішчы шво заліваецца цалкам, запаўняючы ўсе пустэчы і шчыліны. Менш зручны варыянт вертыкальных работ. У гэтым выпадку неабходна сачыць за тым, каб метал не сцякаў па шве.
Самы цяжкі спосаб зваркі мяркуе «працу знізу».
Пры такім становішчы шво атрымліваецца пад спалучаныя элементамі і пастаянна імкнецца выцячы ўніз. Таму трэба мець навык працы ў такім становішчы, каб не пагоршыць якасць зваркі.
Падрыхтоўка матэрыялу да зваркі
Да пачатку любых зварных работ, спатрэбіцца прыгатаваць паверхні. Для гэтага праводзіцца чыстка ад усіх відаў забруджванняў:
- каразійныя сляды;
- пласты фарбы і грунтоўкі, уключаючы транспортировочные;
- кансервацыйных і ахоўныя пласты пакрыццяў;
- усе віды змазачных рэчываў.
Наяўнасць такіх рэчываў можа знізіць якасць накладваемага шва або цалкам перашкаджаць праходжанню току па ланцугу.
Таксама адбываюцца іншыя негатыўныя наступствы:
- газ, які ўтвараецца пры выпальванні гаручых рэшткаў, можа стварыць кіпрую няякасную структуру шва;
- такія газы могуць «выдзімаць» метал з пункту зваркі, пры гэтым атрымліваецца дзірка, а расплаўлены метал, распырскваўся, можа прывесці да апёкаў;
- забруджвання вылучаюць вялікая колькасць дыму, што можа прывесці да атручванняў прадуктамі гарэння або стаць прычынай пажару.
Паверхні павінны шчыльна прылягаць паміж сабой.
Бяспеку пры працы
Для гэтага выкарыстоўваюцца розныя заціскі і фіксатары. Таксама дапускаецца часовыя мацавання нітамі або саморезы.
Рэгуляванне зварнога току
Для пачаткоўцаў зваршчыкаў, якія не працавалі з тонкімі лістамі менш за 1 мм, пажадана патрэніравацца ня на працоўных паверхнях аўтамабіля, а правесці эксперыментальную зварку непатрэбных тонкіх кавалкаў.
Трэба прытрымлівацца тэхнікі бяспекі пры зварачных работах на аўтамабілі:
- у якасці эксперыментальных лістоў не трэба браць ацынкаваныя асобнікі, так як пары атрымаюцца атрутнымі;
- нельга весці працы на моцным скразняку ці ветру, так як з-за гэтага выдзімаецца газ з зварачнай зоны, што знізіць якасць работ або цалкам зробіць іх невыканальнымі.
Велічыня зварачнага току знаходзіцца ў прамой залежнасці ад таўшчыні металу. Для лістоў невялікі таўшчыні спатрэбіцца ўсталяваць ток у дыяпазоне 40-60 А.
Большасць рэгулятараў сілы току на полуавтомату мае не абсалютную градуіроўкі, а адносную. Таму дакладны паказчык току неабходна будзе праверыць па інструкцыі.
Правільнасць абранага току пакажа якасць зварнога шва. Розны напружанне ў электрычнай сеткі ўплывае на выходныя параметры прылады. Таму налада апарата праводзіцца ў большай ступені шляхам эксперыментальнага падбору палажэнняў рэгулявальных ручак.
Чытайце таксама: Антыкаразійная абарона кузава аўтамабіляНастройка рэгулятараў
Прыкладам можа паслужыць паўаўтаматычны апарат Helvi Panther 132. На ім устаноўлены тры рэгулятара, якія ўплываюць на параметр току. Два тумблера маюць толькі па два становішча: «1» і «2» на першым, «мін» і «макс» на другім. Трэці плаўна рэгулюе падачу дроту. І хуткасць, пры якой падаецца дрот, залежыць ад велічыні току. Гэта значыць, што апарат самастойна рэгулюе ток у залежнасці ад падачы дроту.

зварачны паўаўтамат
У якасці прыкладу можна даць налады гэтага паўаўтамата для розных таўшчынь зварваецца металу. Тонкі ліст добра «варыўся» на устаноўках: «1», «макс», а плаўна рэгуліроўка была на «7». Тоўстыя лісты лепш спрабаваць на ўстаноўцы: «2», «макс», «8».
Пры працы з полуавтомату могуць быць розныя вынікі зваркі. У залежнасці ад сілы току можна атрымаць такія вынікі:

Вынік зваркі з розным токам
першы выпадак
Ток занадта малы, таму не адбываецца расцякання металу па паверхні, а таксама дэталь не выграваецца, што пагаршае спалучэнне. Атрымліваецца адсутнасць «праварыць». Спатрэбіцца павялічыць ток.
другі выпадак
Ток правільна адрэгуляваны, метал досыць расплываецца і прыкметны прагрэў зварваецца дэталі. З адваротнага боку ліста прыкметная невялікая металічная кропля.
трэці выпадак
Ток больш дапушчальнага значэння. Расплаўленая кропля ад дроту занадта моцна «асеў». На другім баку відавочная буйная кропля расплаўленага металу.
чацвёрты выпадак
Істотнае перавышэнне дапушчальнага току да такой ступені, што ўтвараюцца скразныя прожоги. Патрабуецца значнае зніжэнне сілы току да з'яўлення невялікі кроплі без прапальванне.
Магчымыя праблемы пры эксплуатацыі зварачнага полуавтомата
Не ўсе працы праводзяцца ў штатным рэжыме. З-за памылак у эксплуатацыі або няспраўнага абсталявання могуць узнікаць няштатныя сітуацыі.

Няправільны выбар велічыні току
Калі ўсталяваны занадта вялікі ток, то ў метале утвараюцца прожоги. Таксама можа ўтварыцца кропля з расплаўленай дроту, якая выступае з меднага наканечніка. Калі такая сітуацыя адбылася, то дадатковая падача дроту можа прывесці да абрыву пры выхадзе яе з якая падае прылады.
Няякасная рэгуляванне прыціску ў які падае механізме
Калі блакуецца праход дроту праз медны наканечнік, то адбываецца яе паломка ў які падае механізме. Гэта сведчыць аб занадта вялікай прыціскной высілку. Пры правільнай рэгулёўцы дрот праслізгвае, а не ламаецца. Гэта падзея сведчыць пра адваротнае - прыціскной высілак недастаткова фіксуе дрот.
У такім выпадку можа адбывацца «прыхапіў» у наканечніку, і не мець стаўленне да велічыні ўстаноўленага току.
Такія ж вынікі бываюць пры занадта павольнай падачы дроту.
Невялікі расход газу
У такой сітуацыі неабходна правільна адрэгуляваць на рэдуктары. Можна арыентавацца на прыкладны расход 8-10 літраў у хвіліну пры дыяметры дроту 0,8 мм. Хоць у інструкцыі па эксплуатацыі паўаўтаматаў прапаноўваюць ставіць да 3 літраў, але на практыцы гэтага недастаткова.


